
七臺河鉆螺紋機
瀏覽次數(shù):
次























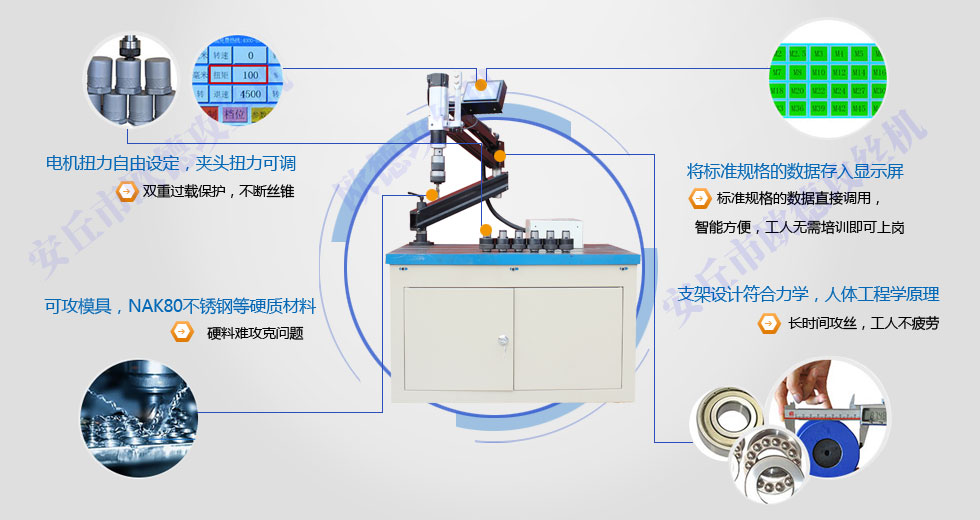







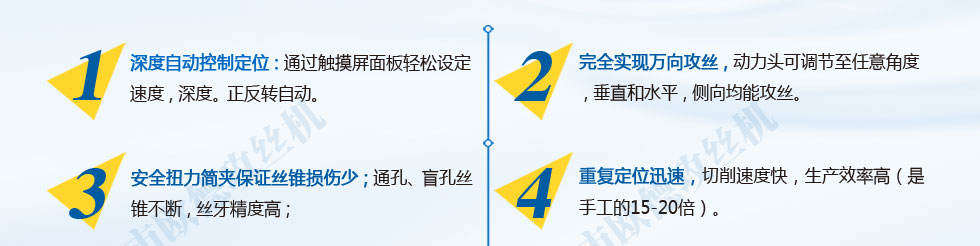
濰坊歐德機械攻絲機
相關(guān)資訊
- 鉆螺紋機價格高低的主要
- 鉆孔機的使用方法有哪些
- 鉆牙機圖片大全
- 哪里有鉆螺紋機安裝公司
- 鉆孔機的正確選擇和使用
- 螺紋機的市場銷售前景
- 天等縣螺紋機
- 臨沭縣鉆螺紋機
- 凱里市鉆螺紋機
- 鉆孔攻牙機簡單快捷高效
推薦產(chǎn)品


產(chǎn)品分類展示
聯(lián)系我們

濰坊歐德機械有限公司 24小時咨詢電話: 400-0076-008
李經(jīng)理 15662562601
徐經(jīng)理 18653661757
王經(jīng)理 18653668101
張經(jīng)理 15662562758 傳真:0536-4287227 郵箱:84762562@qq.com
網(wǎng)址:www.wytxg.com
地址:山東省濰坊安丘城東工業(yè)園

 李經(jīng)理
李經(jīng)理